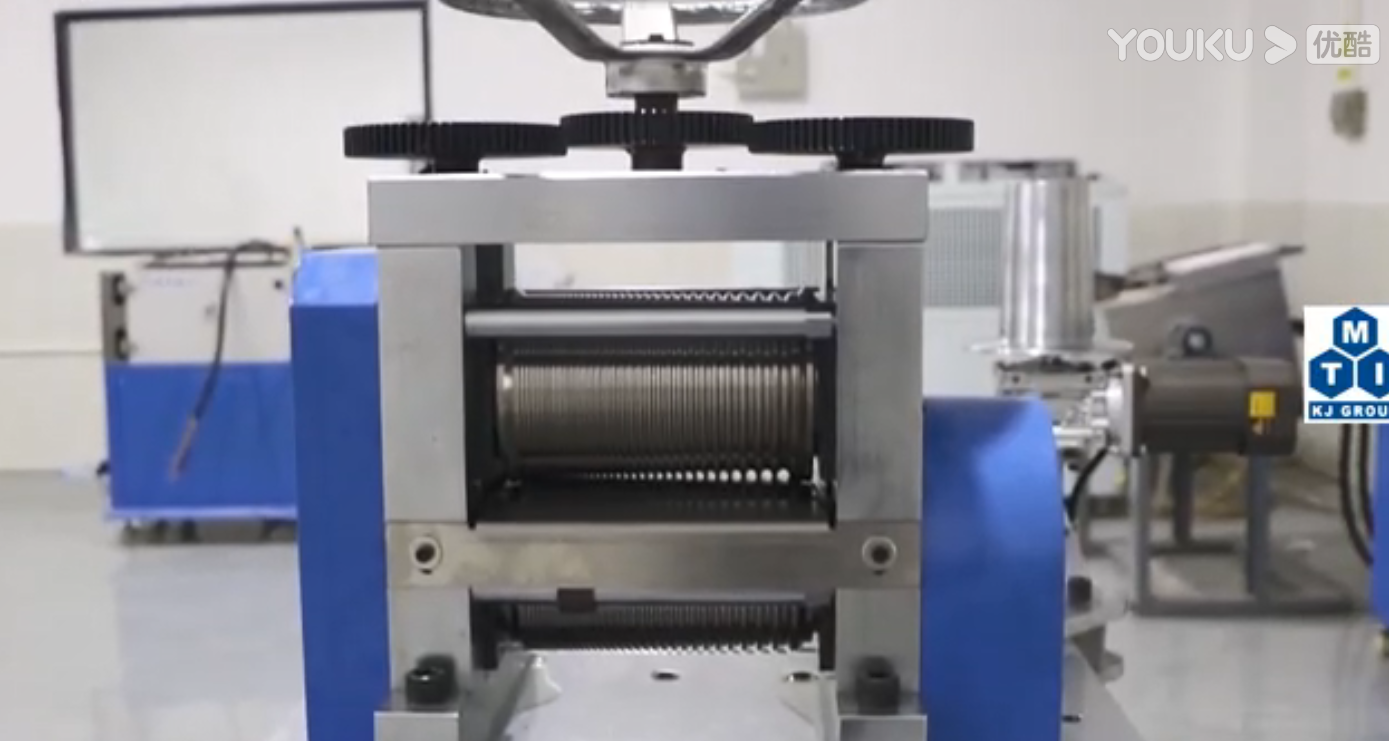
| 设备名称 | 5.5KW金属冷轧/轧丝一体机 (配绕线辊,适用1-10mm金属丝,轧辊φ120*200mm)-MSK-1220-RL |
||||||||||||
| 产品提示 | |||||||||||||
| 主要特点 | 1、金属轧片和轧丝为一体,一机2用。 2、金属冷轧/轧片(区域宽度100mm):可将金属块轧制成金属箔,也可金属块轧制变形。 3、金属轧丝(区域宽度100mm):可将金属块轧制成金属丝。 4、轧辊间隙可调:0-11mm。 5、轧辊转速:28rpm。
|
||||||||||||
| 视频 |
金属线制作1 金属丝制作2 金属压线 |
||||||||||||
| 基本参数 | ▪ 电源:电压:AC380V 三相 50/60Hz 功率:5.5KW(7.5P三相电机)一对特制轧辊材质为Cr12MoV ▪ 轧辊尺寸:Φ12mm×200mm 宽度100mm区域未开轧线槽,用于金属冷轧或轧制成箔 宽度100mm区域开有轧线槽,用于将金属块轧制成金属丝 ▪ 轧辊硬度:HRC 60-62 ▪ 轧辊间隙:0-11mm可调(调节精度 +/- 0.05 mm) ▪ 轧辊转速:28RPM |
||||||||||||
| 轧线槽&出丝直径 | ▪ 轧辊上标准轧线槽直径为10-8-6-5-4-3-2.5-2-1.5-1mm(逐步轧制细化金属丝) ▪ 其他规格轧线槽可按客户要求定制 ▪ 轧线最大入料直径≤10mm ▪ 最细出料直径要根据材料性质不同,而各异,以下为本公司轧制经验 Cu:Φ1-1.2mm Fe:Φ1-1.2mm Au:Φ0.8mm 若要得到更小的出料直径,配合穿孔拉线机使用(可选),最小出料直径可达0.2mm
开轧线槽的轧辊 穿孔拉线机 |
||||||||||||
| 收丝筒 | 配有一电动收丝铜,来自动收卷金属丝 |
||||||||||||
| 压片最大入料和最薄出料厚度 | ▪ 最大轧制材料入料厚度≤11mm ▪ 最薄出料厚度需要根据辊压材料性质和辊轧工艺而定,以下是本公司所给的经验值 Ag 最小出料厚度0.1mm Au 最小出料厚度 0.08mm Sn 最小出料厚度 0.05mm Cu 最小出料厚度 0.1mm |
||||||||||||
| 供油泵 | 安装有自动供油泵,可对轧辊轴承加入润滑油 |
||||||||||||
| 安全配件可选 | • 加热部位可增加双重超温保护,同时监控设备温度(图一) • 可选装电源锁和急停按钮保护罩,防止意外触碰。(图二、图三) • 可选装安全警示灯,提示不同工作状态(图四) • 散热风扇增设故障报警信号,发生问题及时停机并闪灯提示(图五)
|
||||||||||||
| 产品尺寸 |
620mmL×520mmW×1470mmH |
||||||||||||
| 净重 | 约490kg |
||||||||||||
| 质保 | 一年质保期,终身维护 若因为不正确的存放调节或未按要求维护保养,而导致的轧辊生锈和损坏,公司不给予质保 |
| 应用技术提示 | ▪ 轧制样品是每次下压的厚度要根据材料的进料厚度和材料硬度而定。较硬的材料每次下轧量应较下。客户可通过自己尝试寻找最好的轧制参数。 ▪ 对于一些容易加工硬化的材料,需用高温炉退火后再进行轧制。 ▪ 设备长期不使用是,轧辊上需喷上防锈油。 |
| 警示 | ▪ 所轧制样品的硬度需≤50HRC |
可选 | 可在本公司选购各种熔炼铸造炉,来制作所要轧制的金属块
感应熔炼浇铸系统 感应熔炼真空铸造 感应熔炼连续铸造系统 |
可选购直线拉丝机,将轧制出的金属丝进一步细化
穿孔拉线机 |
























 查看诚信档案
查看诚信档案


 皖公网安备 34012302000974号
皖公网安备 34012302000974号